
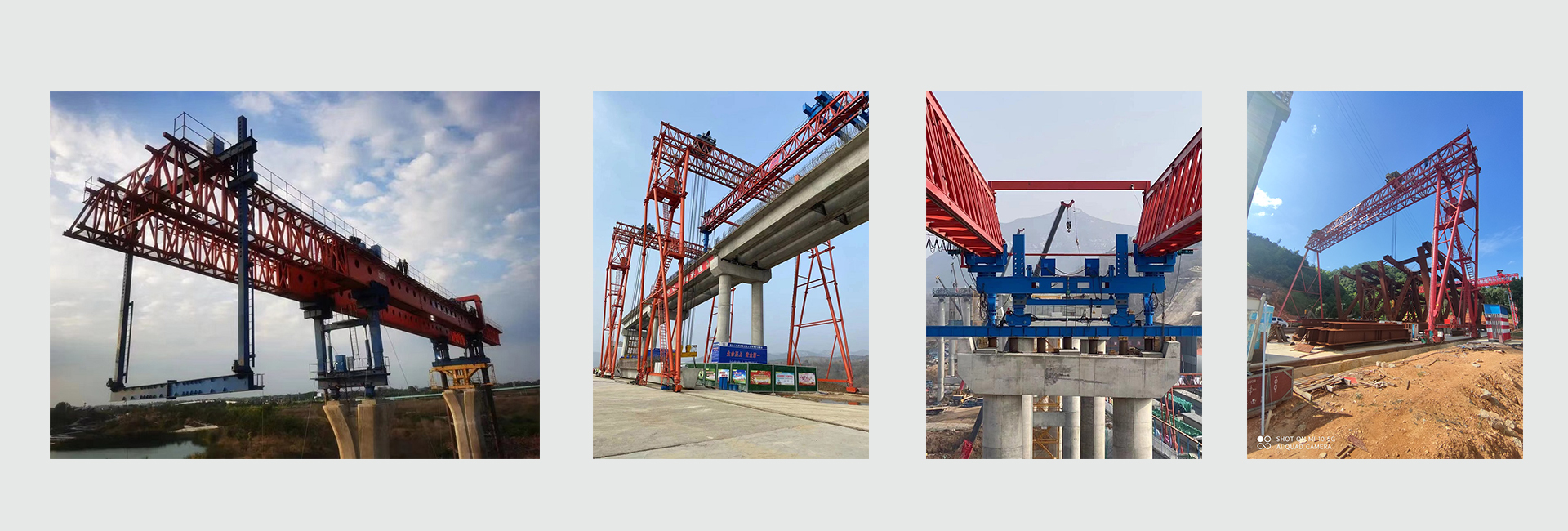

海南架桥机租赁公司 架桥机关键部件的装配工艺与质量控制要点
海南架桥机租赁公司 13353679875的架桥机的性能稳定性依赖于关键部件的精准装配。本文以主梁、支腿和连接结构为例,解析其装配工艺的特殊要求及质量控制方法。
一、主梁装配工艺
1. 分段对接与焊接控制:
主梁分段接口需采用坡口焊接,焊前预热至120-150℃,采用多层多道焊以减少残余应力。焊缝需进行100%超声波检测,要求内部缺陷≤Φ2mm当量。
2. 直线度与预拱度调整:
拼装后主梁直线度偏差需≤1/1500跨度,通过液压千斤顶微调支点高度实现。预拱度按设计值(通常为0.8-1.2‰跨度)设置,以抵消载荷下的下挠变形。

二、支腿与支撑系统装配
1. 支腿定位与垂直度校准:
前支腿球头座需与桥墩预埋件精确对位,偏差≤3mm。支腿立柱销轴孔需双向插接,插入深度≥80%孔径,并用止退板固定。
2. 中托轮箱安装:
中托横移轨道需水平误差≤2mm/m,轨道接头间隙≤5mm。轮箱与轨道接触面涂覆锂基脂润滑,空载试运行时轮压需均匀分布,单轮偏差≤10%。
三、连接结构质量控制
1. 高强螺栓连接技术:
螺栓安装需按初拧(50%预拉力)、复拧(80%)、终拧(100%)三步进行,使用液压扭矩扳手控制精度±5%。终拧后需进行锤击法抽查,确保无松动。
2. 销轴与铰接点维护:
销轴装配前需清洗并涂抹二硫化钼润滑剂,安装后外露部分加装防尘罩。铰接点间隙需≤0.5mm,过大会导致冲击载荷,过小则影响转动灵活性。
四、总结
针对关键部件制定专项工艺卡和质量控制点,可显著提升架桥机装配精度,降低运行故障率。